产品展厅

|
Zytel LC6200 BK385 PA612 塞拉尼斯 Celanese
- 品牌:塞拉尼斯 Celanese
- 货号:面议
- 价格: ¥13.7/千克
- 发布日期: 2024-08-27
- 更新日期: 2025-04-18
产品详请
| 品牌 | 塞拉尼斯 Celanese |
| 货号 | 面议 |
| 用途 | |
| 牌号 | PA612 Zytel LC6200 BK385 |
| 型号 | Zytel LC6200 BK385 |
| 品名 | PA612 |
| 包装规格 | |
| 外形尺寸 | 25kg/包 |
| 生产企业 | 塞拉尼斯 |
| 是否进口 |
聚酰胺尼龙化合物
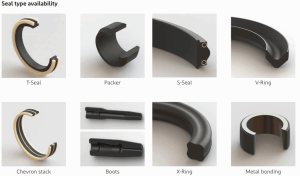
Frianyl® 宾夕法尼亚州 |Celanyl® PA 冬青酯 |Zytel® 宾夕法尼亚州 |Zytel® LCPA 公司 |塞拉尔®宾夕法尼亚州
尼龙合成聚合物由聚酰胺组成,可以与多种添加剂混合以实现许多不同的变化。
概述
塞拉尼斯是工程材料业务的全球领导者,我们提供多种尼龙化合物产品,以满足您的需求。
什么是尼龙聚合物?
尼龙聚合物由氨基组成,是一种聚酰胺聚合物。尼龙是第一个商业上使用的合成热塑性聚合物。尼龙是由含有等量胺和羧酸的单体反应形成的缩合聚合物或共聚物。
英文名称:
聚酰胺 PA 化合物
交货形式
微 丸
尼龙聚合物用途:
纤维和织物
汽车零部件
电气设备
食品包装
安全气囊
绳索和渔网
消费品
服装
机械零件
特色尼龙解决方案
Zytel 宾夕法尼亚州 |Zytel LCPA (英语)
我们在 70 多年前发明了尼龙。今天,我们继续完善和扩展我们的 Zytel® 聚酰胺系列,为全球制造商和广泛的终端使用行业提供解决方案。
Zytel 聚酰胺树脂具有从刚度到耐热性的高性能优势。
有一个困难的新项目吗?让我们谈谈。我们在聚酰胺方面的经验一直延续到它发明的那一刻。我们将为您的挑战找到答案。
冬青酰胺 PA
我们的 Celanyl® PA 技术和特种 PA6、PA66、PPA 和半芳香族 PA 化合物为工业和汽车应用提供广泛的解决方案。此外,我们的 Celanyl® PA 尼龙化合物可以满足多种热学、机械学、电气学和摩擦学要求。
宾夕法尼亚州弗里亚内尔
我们的 Frianyl 阻燃 PA6、PA66 和 PPA 化合物用于电气和电子行业。Frianyl® 阻燃尼龙 PA 化合物符合严格的行业要求,具有多个等级、UL 列名和 VDE 认证。
有关尼龙化合物及其应用的更多详细信息,请与塞拉尼斯联系。
塞拉尔宾夕法尼亚州
Selar® PA 无定形阻隔树脂在潮湿和冷藏时均具有氧阻隔性能,是对风味敏感的冷藏食品和饮料的完美选择。
无论消费者是从超市货架上选择食品,还是将食品送到家门口,我们的无定形阻隔树脂都有助于保护食品并保持食品新鲜。全球的食品制造商都转向这些创新解决方案。
汽车电子产品。
软袋电池架
用于汽车电池的锂电池需要稳定的固定,能够承受碰撞和机械冲击。我们的解决方案展示将提供有关我们用于汽车软包电池座的材料解决方案的更多背景和见解。
塞拉尼斯的可持续发展
再生聚酰胺
我们行业领先的聚酰胺产品组合正在扩大其用于 Zytel® PA、Minlon® PA 和 Frianyl® PA 的 ECO-R 再生品级范围。塞拉尼斯利用源自工业后废物(PIR)的回收成分的原料流,为我们的PA ECO-R产品系列提供了一致性、质量和性能。
生物基聚酰胺
Zytel® LCPA 系列包括业内最广泛的创新型可再生来源 (RS) 材料之一。RSLC等级部分或全部来自非食品生物质。它们提供的性能特性使公司能够减少聚合物原料中化石燃料的使用,即使在要求苛刻的应用中也是如此。
更广泛地说,与金属或其他性能较低的聚合物材料等替代品相比,尼龙/聚酰胺产品线使原始设备制造商和各级供应商能够设计出重量更轻、使用寿命更长的产品,从而为可持续发展做出了贡献。
塞拉尼斯的可持续发展
性能
尼龙化合物技术特性:
防静电
芳纶增强
碳纤维增强
导电
饮用水获得批准
导电
静电耗散
耐热
高流动性
高粘度
耐水解
冲击改性
激光雕刻
激光打标
激光透明
低排放
低翘曲
矿物增强
玻璃纤维增强
可镀
不锈钢增强
摩擦学/低磨损
紫外线稳定
PA612又称聚酰胺612或尼龙612,成分为聚十二烷二酰己二胺。PA612除具有一般PA特点外,还具有相对宽度小,更低的吸水率和密度,尺寸稳定性好的优点,有较高的拉伸强度和冲击强度,透明度。
注塑工艺
干燥处理:
如果加工前材料是密封的,那么就没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还要需要进行105℃,12小时的真空干燥。
模具湿度:
建议80℃.模具温度将影响结晶度,而结晶度将影响产品的物理特性。对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
注射压力:
通常在750~1250bar,取决于材料和新产品设计。
注塑速度:
高速(对于增强型材料应稍低一些)。流道和浇口:由于PA612r凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t (这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果潜入式浇口,浇口的最小直径应当是0.75mm 。
缺陷处理
尼龙612制品常见缺陷与处理
尼龙612的注塑压力不稳定
一般这种情况同注塑机的射咀孔过小有关,因为射咀是同模具长期接触的,模具温度很低20-90 ℃,射咀温度240-280 ℃,他们之间存在温差难免会发生热交换,当射咀的温度降到尼龙的熔点以下时,射咀孔被冻结,在下次注射时得大的压力冲开,造成压力损失产生*注,但这时加大注塑压力后,生产几模后又会涨模。从现象看是注塑机注塑不稳定,其实是射咀孔过小,加大射咀孔这个现象就会消失。
尼龙612制品加工时产生的波浪形流痕解决方法:
产生机理是胶料在模腔内流速过慢,冻结后的胶料没有办法贴紧模具。
解决方法:
1、提高注射速度。
2、提高模具温度。
3、提高料筒温度。
4、适当增加射咀孔径或浇口。
尼龙612制品加工时产生的银丝解决方法:
产生机理是塑化好的料中有气体,在注射时气体在模具表面被强行压出,在制品表面出现白色的丝纹。
解决方法:
1、检查是否原料潮湿或混入其他原料。
2、检查原料是否在料筒中分解(料筒温度过高,螺杆转速过快)。
3、检查射咀孔是否过小。
4、检查是否模温过低。
5、模具排气不良。
6、浇口尺寸是否过小。
7、背压过低,再生料应用过多。
尼龙612制品加工时产生的熔接痕解决方法:
产生机理是在流动末端胶料温度很低结合性较差压力传递弱,这样使两股料流结合不紧密。
解决方法:
1、提高注射压力、速度。
2、提高模温。
3、提高料温。
4、改善模具。
尼龙612制品加工时产生的排气、缩孔的解决方法:
产生机理是制品*注或缩水。
如果是用注塑方法解决
如果是缩水用缩水的方法解决
尼龙612制品加工时产生的焦斑的解决方法:
产生机理是注射时胶料高速占领模腔当模腔内的气体来不及排除时,这部分气体被压缩,气体压缩后升温把制品烧焦
解决方法:
1、降低注塑速度或压力。
2、降低熔体温度。
3、改善模具排气。
4、减小合模力。
5、增大射咀孔径。
尼龙612制品加工时产生的脱模不良解决方法:
1、模温控制不当,使各部收缩不均造成包模力不均。
2、制品内注射残余应力大,使其产生大的包模力致使脱模困难。
解决此问题的方法:
1、降低注射、保压压力。
2、降低注射、保压时间。
3、提高或降低料温。
4、提高或降低模温。
5、检查模具拔模斜度。
尼龙612制品加工时产生的翘曲变形解决方法:
产生机理是制品内应力过大、制品收缩不均。
制品内应力过大:
1、降低注射压力,降低注射时间,降低保压压力,降低保压时间。
2、提高料温,提高模具温度。
制品收缩不均:
1、降低料温,降低模具温度,提高冷却时间。
2、提高注射压力,提高注射时间,提高保压压力,提高保压时间。
其他原因:
1、浇口位置设定不合理。
2、制品壁厚设置不合理。
3、模具结构设置不合理。
尼龙612制品加工时产生的喷嘴流涎解决方法:
这个问题是在生产尼龙经常遇到的问题。
主要解决方法:
1、加大后抽胶。
2、降低料温、降低喷嘴温度 。
3、原料干燥不充分。
4、加弹弓射咀。
尼龙612制品加工时产生的塑化不良解决方法:
1、背压过低。
2、料筒温度过低。
3、螺杆转速过快。
4、成型周期太短。
用途
PA637主要用于:制高级牙刷和其它工业用鬃丝,也可用于制作精密机械部件和电线电缆被覆涂层、输油管、耐油绳索、传送带、轴承、衬垫等,军工上可用于制枪托、钢盔和军用电缆等
Frianyl® 宾夕法尼亚州 |Celanyl® PA 冬青酯 |Zytel® 宾夕法尼亚州 |Zytel® LCPA 公司 |塞拉尔®宾夕法尼亚州
尼龙合成聚合物由聚酰胺组成,可以与多种添加剂混合以实现许多不同的变化。
概述
塞拉尼斯是工程材料业务的全球领导者,我们提供多种尼龙化合物产品,以满足您的需求。
什么是尼龙聚合物?
尼龙聚合物由氨基组成,是一种聚酰胺聚合物。尼龙是第一个商业上使用的合成热塑性聚合物。尼龙是由含有等量胺和羧酸的单体反应形成的缩合聚合物或共聚物。
英文名称:
聚酰胺 PA 化合物
交货形式
微 丸
尼龙聚合物用途:
纤维和织物
汽车零部件
电气设备
食品包装
安全气囊
绳索和渔网
消费品
服装
机械零件
特色尼龙解决方案
Zytel 宾夕法尼亚州 |Zytel LCPA (英语)
我们在 70 多年前发明了尼龙。今天,我们继续完善和扩展我们的 Zytel® 聚酰胺系列,为全球制造商和广泛的终端使用行业提供解决方案。
Zytel 聚酰胺树脂具有从刚度到耐热性的高性能优势。
有一个困难的新项目吗?让我们谈谈。我们在聚酰胺方面的经验一直延续到它发明的那一刻。我们将为您的挑战找到答案。
冬青酰胺 PA
我们的 Celanyl® PA 技术和特种 PA6、PA66、PPA 和半芳香族 PA 化合物为工业和汽车应用提供广泛的解决方案。此外,我们的 Celanyl® PA 尼龙化合物可以满足多种热学、机械学、电气学和摩擦学要求。
宾夕法尼亚州弗里亚内尔
我们的 Frianyl 阻燃 PA6、PA66 和 PPA 化合物用于电气和电子行业。Frianyl® 阻燃尼龙 PA 化合物符合严格的行业要求,具有多个等级、UL 列名和 VDE 认证。
有关尼龙化合物及其应用的更多详细信息,请与塞拉尼斯联系。
塞拉尔宾夕法尼亚州
Selar® PA 无定形阻隔树脂在潮湿和冷藏时均具有氧阻隔性能,是对风味敏感的冷藏食品和饮料的完美选择。
无论消费者是从超市货架上选择食品,还是将食品送到家门口,我们的无定形阻隔树脂都有助于保护食品并保持食品新鲜。全球的食品制造商都转向这些创新解决方案。
汽车电子产品。
软袋电池架
用于汽车电池的锂电池需要稳定的固定,能够承受碰撞和机械冲击。我们的解决方案展示将提供有关我们用于汽车软包电池座的材料解决方案的更多背景和见解。
塞拉尼斯的可持续发展
再生聚酰胺
我们行业领先的聚酰胺产品组合正在扩大其用于 Zytel® PA、Minlon® PA 和 Frianyl® PA 的 ECO-R 再生品级范围。塞拉尼斯利用源自工业后废物(PIR)的回收成分的原料流,为我们的PA ECO-R产品系列提供了一致性、质量和性能。
生物基聚酰胺
Zytel® LCPA 系列包括业内最广泛的创新型可再生来源 (RS) 材料之一。RSLC等级部分或全部来自非食品生物质。它们提供的性能特性使公司能够减少聚合物原料中化石燃料的使用,即使在要求苛刻的应用中也是如此。
更广泛地说,与金属或其他性能较低的聚合物材料等替代品相比,尼龙/聚酰胺产品线使原始设备制造商和各级供应商能够设计出重量更轻、使用寿命更长的产品,从而为可持续发展做出了贡献。
塞拉尼斯的可持续发展
性能
尼龙化合物技术特性:
防静电
芳纶增强
碳纤维增强
导电
饮用水获得批准
导电
静电耗散
耐热
高流动性
高粘度
耐水解
冲击改性
激光雕刻
激光打标
激光透明
低排放
低翘曲
矿物增强
玻璃纤维增强
可镀
不锈钢增强
摩擦学/低磨损
紫外线稳定
PA612又称聚酰胺612或尼龙612,成分为聚十二烷二酰己二胺。PA612除具有一般PA特点外,还具有相对宽度小,更低的吸水率和密度,尺寸稳定性好的优点,有较高的拉伸强度和冲击强度,透明度。
注塑工艺
干燥处理:
如果加工前材料是密封的,那么就没有必要干燥。然而,如果储存容器被打开,那么建议在85℃的热空气中干燥处理。如果湿度大于0.2%,还要需要进行105℃,12小时的真空干燥。
模具湿度:
建议80℃.模具温度将影响结晶度,而结晶度将影响产品的物理特性。对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理。
注射压力:
通常在750~1250bar,取决于材料和新产品设计。
注塑速度:
高速(对于增强型材料应稍低一些)。流道和浇口:由于PA612r凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*t (这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果潜入式浇口,浇口的最小直径应当是0.75mm 。
缺陷处理
尼龙612制品常见缺陷与处理
尼龙612的注塑压力不稳定
一般这种情况同注塑机的射咀孔过小有关,因为射咀是同模具长期接触的,模具温度很低20-90 ℃,射咀温度240-280 ℃,他们之间存在温差难免会发生热交换,当射咀的温度降到尼龙的熔点以下时,射咀孔被冻结,在下次注射时得大的压力冲开,造成压力损失产生*注,但这时加大注塑压力后,生产几模后又会涨模。从现象看是注塑机注塑不稳定,其实是射咀孔过小,加大射咀孔这个现象就会消失。
尼龙612制品加工时产生的波浪形流痕解决方法:
产生机理是胶料在模腔内流速过慢,冻结后的胶料没有办法贴紧模具。
解决方法:
1、提高注射速度。
2、提高模具温度。
3、提高料筒温度。
4、适当增加射咀孔径或浇口。
尼龙612制品加工时产生的银丝解决方法:
产生机理是塑化好的料中有气体,在注射时气体在模具表面被强行压出,在制品表面出现白色的丝纹。
解决方法:
1、检查是否原料潮湿或混入其他原料。
2、检查原料是否在料筒中分解(料筒温度过高,螺杆转速过快)。
3、检查射咀孔是否过小。
4、检查是否模温过低。
5、模具排气不良。
6、浇口尺寸是否过小。
7、背压过低,再生料应用过多。
尼龙612制品加工时产生的熔接痕解决方法:
产生机理是在流动末端胶料温度很低结合性较差压力传递弱,这样使两股料流结合不紧密。
解决方法:
1、提高注射压力、速度。
2、提高模温。
3、提高料温。
4、改善模具。
尼龙612制品加工时产生的排气、缩孔的解决方法:
产生机理是制品*注或缩水。
如果是用注塑方法解决
如果是缩水用缩水的方法解决
尼龙612制品加工时产生的焦斑的解决方法:
产生机理是注射时胶料高速占领模腔当模腔内的气体来不及排除时,这部分气体被压缩,气体压缩后升温把制品烧焦
解决方法:
1、降低注塑速度或压力。
2、降低熔体温度。
3、改善模具排气。
4、减小合模力。
5、增大射咀孔径。
尼龙612制品加工时产生的脱模不良解决方法:
1、模温控制不当,使各部收缩不均造成包模力不均。
2、制品内注射残余应力大,使其产生大的包模力致使脱模困难。
解决此问题的方法:
1、降低注射、保压压力。
2、降低注射、保压时间。
3、提高或降低料温。
4、提高或降低模温。
5、检查模具拔模斜度。
尼龙612制品加工时产生的翘曲变形解决方法:
产生机理是制品内应力过大、制品收缩不均。
制品内应力过大:
1、降低注射压力,降低注射时间,降低保压压力,降低保压时间。
2、提高料温,提高模具温度。
制品收缩不均:
1、降低料温,降低模具温度,提高冷却时间。
2、提高注射压力,提高注射时间,提高保压压力,提高保压时间。
其他原因:
1、浇口位置设定不合理。
2、制品壁厚设置不合理。
3、模具结构设置不合理。
尼龙612制品加工时产生的喷嘴流涎解决方法:
这个问题是在生产尼龙经常遇到的问题。
主要解决方法:
1、加大后抽胶。
2、降低料温、降低喷嘴温度 。
3、原料干燥不充分。
4、加弹弓射咀。
尼龙612制品加工时产生的塑化不良解决方法:
1、背压过低。
2、料筒温度过低。
3、螺杆转速过快。
4、成型周期太短。
用途
PA637主要用于:制高级牙刷和其它工业用鬃丝,也可用于制作精密机械部件和电线电缆被覆涂层、输油管、耐油绳索、传送带、轴承、衬垫等,军工上可用于制枪托、钢盔和军用电缆等